
News
Somerset Solders Ltd is now JOSCAR Registered
Published: 6th July 2026

JOSCAR is the supplier due diligence register for the UK aerospace, defence and security sectors, administered by Hellios and used by the major buying organisations across the industry.
Registration means our capability, compliance, quality systems and financial standing have been independently assessed and verified, and that information is now available to every participating buyer from a single trusted source.
For our customers in electronics manufacturing, engineering, aerospace, marine and defence, this sits alongside our ISO 9001:2015 certification as further evidence of how we run the business. It applies across both of our brands: www.somersetsolders.com (supplying soldering equipment, consumables, ESD products, fume extraction and calibration services), and www.somersetworkwear.com (supplying technical workwear, ESD garments, PPE and branded uniforms).
If your organisation uses JOSCAR for supplier assurance, you can now find us on the register (membership number 10040660), pre-qualified and ready to support your projects.
We have supplied UK manufacturing for decades, and we back that experience with the evidence buyers need. JOSCAR registration puts it all in one place.
Solder Cost Pressures in 2026 | Industry Analysis
Published: 1st May 2026
An industry analysis from Somerset Solders | May 2026
Tin and silver, the two materials at the heart of most lead-free solder wire and paste, have had an extraordinary 18 months. Prices that many manufacturers had come to regard as a rough baseline have moved well beyond that. The causes are real, documented, and not going away quickly. For anyone running an electronics assembly, engineering workshop, or manufacturing operation that depends on soldering consumables, understanding exactly what is happening and why has become genuinely important.
The Tin Market: Supply Constraints Meeting Explosive Demand
Tin has seen some of the sharpest price increases of any non-ferrous metal in recent years. According to Trading Economics data, by early 2026 tin prices had risen over 57% compared to the same point the previous year, briefly touching $56,800 per tonne on the London Metal Exchange in January 2026 before retreating to a range around $49,000 to $50,000/t.
Two things are driving this simultaneously: the supply side is constrained, and the demand side is growing faster than the market can absorb.
On supply, the picture is troubling. A Coface market analysis published in February 2026 noted that global refined tin production is forecast to grow by just 3% in 2026, while demand is expected to rise by 3.5%, pushing the market into deficit for the first time since 2021. Two of the most important ore-producing regions, the Democratic Republic of Congo (DRC) and Myanmar, face ongoing disruption. In the DRC, conflict involving M23 rebel forces continues to affect mining operations in North Kivu, including the Bisie mine, which alone accounts for close to 6% of global production. In Myanmar, operational problems have repeatedly kept output below forecasts.
Indonesia, the world's second-largest supplier, added another complication in early 2026 when President Subianto ordered the closure of 1,000 illegal tin mines in Sumatra. As Trading Economics reported, this removed a meaningful volume of physical supply from a market already running tight.
On demand, the electronics sector is consuming tin at rates that would have been hard to predict even five years ago. Tin is indispensable in solder for circuit boards, semiconductors, and data centres. According to SEMI's latest projections, global silicon wafer shipments are expected to rise 5.2% year-on-year in 2026, and the appetite from AI infrastructure alone is creating procurement volumes that ripple across the entire metals supply chain. Coface analysts noted that speculative investment in tin has compounded the problem, with investors treating the metal as a proxy for AI technology growth, driving futures trading volumes to extraordinary levels. Shanghai exchange trading in tin exceeded one million tonnes in a single session in January 2026, more than twice global annual physical usage, before authorities intervened.
The consensus view from analysts cited by the Canadian Mining Report is that tin will remain in a structural deficit for the foreseeable future, with some forecasts putting average prices at $45,000/t or above through 2026.
Sources: Trading Economics, Coface (February 2026), Canadian Mining Report, SunSirs
Silver's Structural Problem Is Bigger Than the Headlines Suggest
Silver's situation is, if anything, more structurally serious than tin's. The metal entered 2026 in its fifth consecutive year of a supply deficit. The Silver Institute's World Silver Survey puts the cumulative shortfall between 2021 and 2025 at close to 820 million ounces, a number that takes a moment to absorb.
Mine supply is essentially flat. Global production sits around 813 to 835 million ounces annually, a figure that has barely moved despite dramatically higher prices. Silver is predominantly a by-product metal, with around 70% coming from copper, lead, and zinc mining, which means miners cannot simply ramp up silver output in response to price signals. Supply growth is structurally slow.
Industrial fabrication has hit record levels, with solar panels, electric vehicles, AI hardware, and conventional electronics all consuming more silver each year. J.P. Morgan Research, in a February 2026 analysis, observed that over 60% of annual silver demand now goes into industrial applications, and projected average silver prices of $81/oz for 2026, more than double the 2025 average. ING's commodities team, in their December 2025 outlook, put their 2026 price average at $55/oz, still a substantial premium on recent history.
Silver prices rose more than 130% over the course of 2025, according to J.P. Morgan. China's decision to tighten silver export controls from January 2026 added further pressure to an already tight global physical market, restricting supply to the rest of the world at precisely the moment when Western exchange inventories were already depleted.
For anyone using SAC305 solder, which contains 3% silver by composition, this has direct and unavoidable consequences. Every kilogram of SAC305 carries silver content, and that silver costs considerably more than it did 18 months ago.
Sources: J.P. Morgan Global Research (February 2026), ING Think (December 2025), The Silver Institute World Silver Survey, The Oregon Group
The Case for SnCu Alloys: Real Performance, Real Savings
When commodity costs move like this, it is natural to look for alternatives. The important question is not whether alternatives exist, but whether they work.
Tin-copper (SnCu) alloys have been used in electronics manufacturing for many years. The material case for them is well established. In their simplest form, Sn99.3/Cu0.7, they eliminate silver entirely. More advanced formulations add trace elements such as nickel, cobalt, or germanium to improve wetting behaviour and joint appearance, producing alloys that perform very close to SAC305 in most common soldering applications.
A widely cited technical study comparing SAC and SnCuNi solders in wave soldering found that tin-copper-nickel alloys achieved acceptable soldering quality across FR4 and CEM1 laminates with both OSP and immersion Sn finishes. The study noted that wetting speeds are lower than SAC305, but that this can be addressed through flux selection, with higher-activity fluxes compensating effectively for the difference in wetting kinetics. Industry practitioners on SMTnet's manufacturing forums have reported that SN100C, a nickel-enhanced tin-copper alloy, is now used by the majority of their customer base for wave and selective soldering, with cost savings and clean, bright joint appearance cited as the primary drivers.
For hand soldering and general-purpose applications, the picture is similarly encouraging. Tin-copper alloys are RoHS compliant, lead-free, and compatible with the standard range of no-clean and water-washable fluxes. The melting point is slightly higher than SAC305, around 227°C versus 217 to 220°C, which means a modest process temperature adjustment may be needed, but this is well within the capability of standard soldering equipment.
The key distinctions are worth being clear about:
SAC305 works well across reflow, wave, and hand soldering. Its silver content gives it excellent wetting and reliable joint quality in demanding applications. It also costs more to buy, and that cost is going up.
SnCu alloys (including enhanced variants like SN100e) are cost-controlled, silver-free, and perform reliably in wave soldering, selective soldering, and hand soldering. For reflow applications in high-reliability or thermally challenging environments, SAC305 remains the stronger choice. For the broad range of general assembly, rework, and wave soldering work, SnCu alloys offer a legitimate and cost-effective path.
For many manufacturers currently using SAC305 across all processes, switching to SnCu for wave and hand soldering while retaining SAC305 for reflow is a sensible and well-documented approach that others in the industry have already made.
Somerset Solders: Your Partner for Solder, Sundries, Equipment and Fume Extraction
Somerset Solders has been supplying soldering materials, equipment, and consumables to UK and European manufacturing businesses for over 30 years. The business holds stock of both SAC305 and a range of SnCu alternatives, including Qualitek SN100e and Warton 99C alloys, available for fast despatch from our Somerset facility.
We supply considerably more than solder wire and paste. Our range covers soldering equipment from entry-level irons through to production-grade rework and reflow systems, ESD-safe workstation consumables, fume extraction units, calibration services, bench tools, adhesives, and workshop ancillaries. Whether you are equipping a new line or maintaining an established operation, we can supply the materials and equipment it needs.
Fume extraction is worth a particular mention given rising awareness of workplace health and compliance requirements. Adequate extraction is a legal and moral obligation wherever soldering is carried out, and it is an area where buying the wrong product causes problems that are not always immediately visible. We stock and supply extraction units from trusted manufacturers, sized from single-workstation benchtop units through to inline systems for production environments. If you are unsure what you need, our team can help you specify the right solution.
Quality is not a marketing point for us; it is an operational standard. Somerset Solders Ltd holds ISO 9001:2015 certification, covering everything from supplier qualification and goods-in inspection through to despatch accuracy and corrective action management. When you order from us, you are buying from a business that tracks quality at every step.
Our team has hands-on knowledge of the products we sell. If you are weighing up whether a switch from SAC305 to a SnCu alloy makes sense for your process, talk to us. We can walk through your application, discuss the technical considerations, and help you make a decision that holds up in production, not just on paper.
There is also a trade counter at our premises, where customers can collect orders, see products in person, and speak directly with staff who know what they are talking about. It is a practical option that more of our customers are using as lead times and shipping costs have become more of a concern.
We are also an accredited Real Living Wage Employer. We mention this not as a badge but because it matters to how we operate. Businesses built on properly paid, experienced staff tend to give better service. That is the model we have built, and it shows in the quality of the advice and support we provide day to day.
Explore Our Range
Tin and silver prices are not going to fall back to 2023 levels in the near future. The structural factors driving both markets, supply constraints, deficit conditions, and growing industrial demand from AI, clean energy, and advanced electronics, are real and well-documented. If you are currently absorbing those costs without reviewing your alloy choices, it may be worth a conversation.
Browse our full solder range here, or call our team on +44 (0) 1761 233230. You can also reach us at [email protected].
Over 30 years of supply to UK manufacturing has taught us one thing consistently: the right product and the right advice at the right time saves more than money.
Get in touch. We would be glad to help.
The Importance of Fume Extraction
Published: 24th October 2023

In this blog, we will cover the importance of fume extraction particularly during the hand-soldering processes involved in printed circuit board assembly. We will take the opportunity to relate to publications from HSE Health and Safety Executive and resources provided by BOFA International.
THE PAST - Maybe we all took certain aspects of health and safety too casually. Maybe you remember hand soldering and literally holding your breath to prevent breathing in the fumes? I'm sure I wasn't the only one!!!!
THE PRESENT - There are laws and regulations in the UK for employers to control exposure and to have in place protective measures to capture fumes generated during soldering. It is the duty of the employer to comply with the Health and Safety at Work Act 1974 (HASAW) and through the CoSHH Regulations 2002. It is also important that employees take steps to adequately protect themselves and colleagues at work. These are not meant as scare tactics but to ensure that the health of all in the workplace is always considered.
SOLDERING - The materials, the process, and subsequent fumes.
Soldering is a means of joining one metal to another, using a solder alloy, flux, and heat. For the soldering of printed circuit boards (PCBs), generally, a solder wire with a flux core is used; when a heat source such as a soldering iron is introduced to the solder the flux is released to promote solder wetting of the surfaces, removing oxides and to aid in heat transfer. Flux chemistry can be broken down into three categories: Resin-based, Organic, and Inorganic. Solder alloys can be simply categorised as Leaded or Lead Free with the former containing a percentage of Lead. The flux chemistry, which can vary from solder manufacturer to manufacturer, can give rise to emissions of particulates and gases that will pass into the lungs and possibly directly into the bloodstream.
Metal and metal oxide particles - Lead is a known restricted substance (RoHS) within leaded solders; Lead-Free metal particles will be also emitted and mostly consist of Tin, Silver, and Copper.
Resin droplets - the most commonly used resin is rosin (colophony). This is a known carcinogenic and Rosin-based fumes are one of the most significant causes of occupational asthma in the UK.
Other contents in emissions - These can be different kinds of 'activators' added to increase chemical activity, such as an amine hydrohalide or acids such as salicylic acid, adipic acid, benzoic acid, and oleic acid. In highly active inorganic fluxed solders, inorganic halides such as zinc chloride and ammonium chloride are present, with hydrochloric acid being present.
Fume Extraction Systems for Hand Soldering
There are two types of methods of extraction to be considered - Tip Extraction or Volume Extraction. As a BOFA International distributor, I have shown examples of their available systems that tackle the removal of solder fume particulates at source, both safely and efficiently.
TIP EXTRACTION - This is a method of extraction at the point of the soldering iron tip and drawn through a small bore pipe and tube assembly to the extractor unit. By using the BOFA universal soldering iron kits A1090025 or the ESD version A1090026, the small bore extraction pipe can be positioned to draw the fumes away to be piped into a single-user system such as the small bench-top BOFA T1 system or the larger multi-user system the BOFA T15. This is a system that can handle up to 15 soldering irons and the small bore tubing is plumbed into 50mm rigid pipework which is ultimately connects to the main T15 unit. IMPORTANT - With the small bore soldering iron tip extraction method, one thing to be aware of is that the metal tube will slowly have a build-up of condensed flux which deposits during the process. A cleaning pipe brush is supplied and as part of a weekly maintenance plan the metal tube should be cleaned. If this is left to build up then the smaller internal diameter will reduce the effectiveness of the pump and airflow. An alternative method of cleaning the pipe is by soaking it in a saponifier cleaning solution which will break the flux residues down to a soap and then easily rinse it out with water.

VOLUME (ARM) EXTRACTION - This form of extraction is performed by positioning a flexible arm in the vicinity of the soldering operation and fume generation. It offers potentially more options to be able to not just extract during hand soldering but also processes such as using a solder pot, pre-heater hot plates, potting, and working with adhesives.
An example of a simple setup using the single-arm system, the BOFA V 200 Single Arm System, is shown here. It offers portability with the main unit being able to be easily moved, and the arm mounting kit, being able to be side bench clamped or by a method of mounting the arm directly into the bench top.

VOLUME (ENCLOSURE) EXTRACTION - This is the ideal method of maximum capture capability and safety. By having a hood enclosure, the generated fumes are contained in the working area and drawn out to the extractor unit. A perfect method for the capture of fumes, vapours, and gas extraction during soldering, gluing, and conformal coating. This is the FumeCab 250 that connects via a 75mm flexible pipe to a BOFA V 250 unit. Click here for further information

So the options of how to tackle solder fumes are there. Your preferred method may be down to practicality, space, and affordability but the need for extraction is a must.
FInally, Consider the Following:
- Do you need to use a Lead-containing alloy solder wire?
- Have you tried an alternative to a rosin (colophony) fluxed solder wire? (CONTACT US FOR SAMPLES)
- Aim to keep the soldering iron tip clean by wiping off built-up overheated flux which will add to the amount of fumes.
- Maintain your extraction to ensure the system is performing at its best. Check filters and pipework regularly.
- Don't forget that there is a legal obligation to have your LEV equipment inspected and tested at a maximum of every 14 months.
REFERENCE:
HSE (Health and Safety Executive
Electronics (Soldering) - Where are the hazards? https://www.hse.gov.uk/lung-disease/electronics-soldering.htm
Clearing the air - A simple guide to buying and using local exhaust ventilation (LEV) https://www.hse.gov.uk/pubns/indg408.htm
Controlling airborne contaminants at work https://www.hse.gov.uk/pubns/books/hsg258.htm
THE FACT OF THE DAY - The word 'Flux' derives from the Latin fluxus meaning 'Flow'.
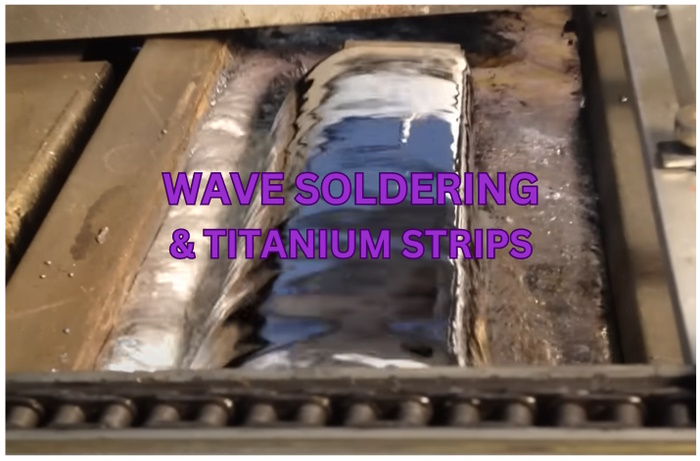
Wave Soldering and Titanium Strips
Published: 30th April 2023
Wave soldering is a great process for multiple component soldering, an automated production method enabling small to large PCBs with 100’s and often 1000's of joints to be soldered in seconds compared to labour-intensive hand soldering. A tried and tested long-established process, wave soldering involves the fluxing, pre-heating, and finally wave soldering of the board on a conveyor system.
Great - so we have our circuit board, populated with through-hole (PTH) components, and maybe SMT components there as well. You've ensured all the components have been placed, the orientation of parts is right, and you've considered any plated fixing holes and components that maybe you don't want to solder (kapton polyimide tapes and dots and peelable solder masks are great for this).
THE WAVE - Your PCB, with all the costs involved from the bare board, all the components, and the labour populating the parts, is now heading for the bath of molten solder in the region of 260 - 270C. It would have travelled through a pre-heat section warming the parts up from ambient to eliminate any thermal shock.
PROBLEM - You see the board start to sag as the PCB laminate, with the weight of components, meets the solder. You see molten solder start to flow over the front edge of the PCB! You see that flowing solder covering areas of the board! You see molten solder flowing over the trailing edge of the board and into the wave solder machine!
Been there, done that, and have the t-shirt! A health and safety nightmare - molten solder is very dangerous, no two ways about it.
Considerations
- The PCB size - the longest dimension is best supported by the wave solder pallet or conveyor's fingers, so it is the width to consider
- The PCB thickness - for laminates of 2mm and greater, then the problem is very much less compared to a typical laminate of 1.60mm. Even thinner well the problem gets greater
- Component weights - Are you soldering transformers, heatsinks or parts that are making the board heavy?
- PCB rigidity and routed profiles - If your board is a motherboard panel, then if each PCB is routed, rather than scored, this will make the panel less rigid.
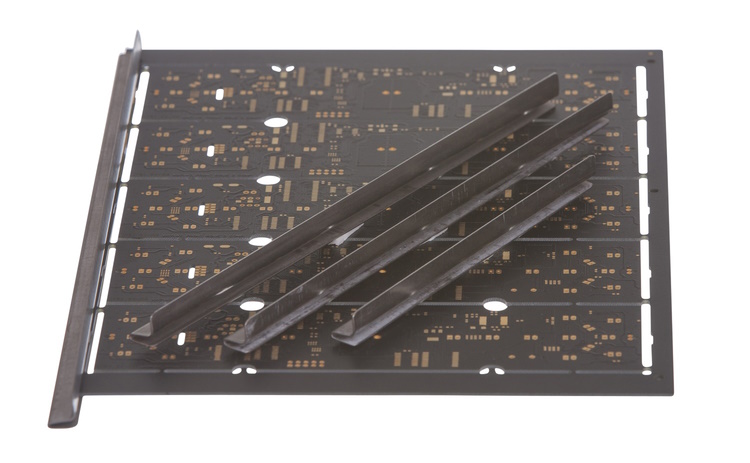
A SIMPLE ANSWER
Titanium strips, or titanium ploughs, are simply a strip of metal that has a profile designed to push on over the front leading edge of the PCB. I'd suggest also placing one at the back trailing edge to help support the panel.
Titanium is TOUGH - It can comfortably handle the very high temperatures for the soldering process.
At Somerset Solders, we stock a range of titanium plough lengths from 100mm to 310mm long, and though the standard strips are stocked for 1.60mm PCB laminate, different thicknesses can be fabricated to order. Custom lengths up to 310mm are also available.
Click here to explore our range.

Care for Casualties
Published: 18th June 2021
Well we've finally got around to adding some News for Somerset Solders as the launching of two new websites earlier in the year has taken a lot of time to get them to where we wanted them to be. We are pleased how both the Somerset Solders and Somerset Workwear websites have turned out and hope that the products are well represented and the shopping process is easy.
For this first article, we wanted to promote a truly worthy cause 'Care for Casualties'. You will find below a statement from Paul Thorner a Light Infantry Veteran and the veteran's fundraising challenge.
Dear Sir & Madam
My name is Paul Thorner and I am a Light Infantry Veteran. On the 17th of September 2021, I will be joining over 100 veterans and military service personnel, in taking part in a march along the Jurassic Coast, from Lulworth Cove to Lyme Regis to help raise funds and awareness for The Rifles Regiment – Care for Casualties and PTSD. Every year, we lose Brothers & Sisters who return from conflict, that struggle with their injuries and demons, and suffer from the dreaded PTSD that ends in them taking their life!
When you ask a veteran when they were last there, in many cases the answer would be “every night". The military train you to go to war, but no one trains you to come home!
I write to ask if you would be interested in supporting this great cause as a company. For a minimum sponsor of £50.00 we will carry a treasure chest, with the name of your company written on it along the Jurassic coastline. We will also have sponsor banners, that will advertise your company name on our military vehicles, that will be accompanying us along the route and at all our group photoshoots.
If you would like to sponsor this great cause. Please pledge a minimum of £50.00 to my just giving page link below, leaving your company name and I will ensure it is added to our list of sponsors.
A link to Paul's Care for Casualties site
I understand that times have been difficult for many companies this year and would like to take this opportunity in thanking you for your kind support. Your pledge will make a big difference for those that gave their all.
Many Thanks
Paul Thorner
Paul, we wish you all the very best for the march this September. From all at Somerset Solders and Somerset Workwear
{kind=link}